























































For mærker, hvor sømfejl ikke er et acceptabelt resultat, er forskellen mellem disse to situationer værd at forstå i nogle detaljer.
27,12 MHz-standarden: Hvorfor RF-svejsning opvarmes anderledes
Kerneforskellen mellem RF-svejsning og konventionel termisk binding er ikke kun effektivitet - det er den retning, varmen bevæger sig gennem materialet.
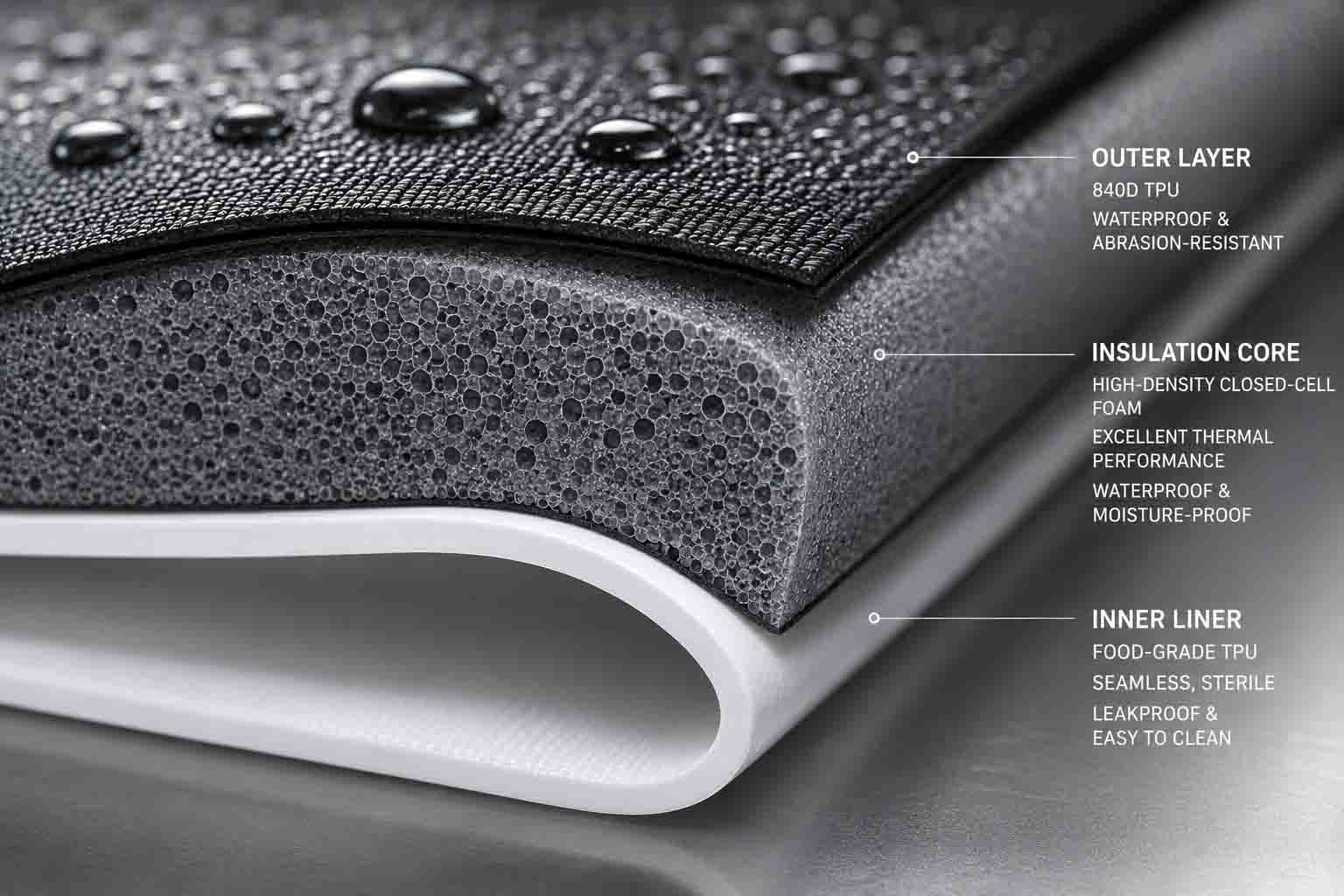
Konventionelle metoder (varme stænger, opvarmede plader, varmepistoler) tilfører energi til materialets overflade og er afhængig af ledning for at bringe det indre til limningstemperatur. For tynde film virker dette tilstrækkeligt. For de tykke, tætte TPU-laminatstoffer, der bruges i premium vandtæt gear, skaber det et praktisk problem: At bringe den indvendige grænseflade til fusionstemperatur kræver nok overfladeopholdstid til at risikere at svide eller deformere det ydre lag først. Vinduet mellem "ikke nok" og "for meget" indsnævres, efterhånden som materialetykkelsen øges.
RF-svejsning omgår dette ved at generere varme inde fra materialet i stedet for at lede det indad. Professionelt RF-svejseudstyr fungerer ved 27,12 MHz - det udpegede ISM (industrielt, videnskabeligt og medicinsk) radiofrekvensbånd, der er allokeret til denne klasse af industrielt udstyr. Ved denne frekvens får det vekslende elektromagnetiske felt polære molekyler i TPU'en til at forsøge at justere med hver svingning: cirka 27 millioner gange i sekundet. Den molekylære friktion, som dette producerer, genererer varme ensartet i hele svejsezonen, ved grænsefladen, hvor fusion skal ske, uden at være afhængig af overflade-til-indvendig termisk ledning.
Under samtidigt påført pneumatisk tryk når materialet ved sammenføjningsgrænsefladen fusionstemperatur, og lagene smelter sammen på molekylært niveau. Når feltet er fjernet, og materialet afkøles under vedvarende tryk, eksisterer den oprindelige grænse mellem de to paneler ikke længere strukturelt - svejsezonen er blevet til et enkelt sammenhængende stykke materiale. Ved destruktiv træktest holder denne zone typisk forbi fejlpunktet for det omgivende basisstof. Dette resultat er det praktiske benchmark for en korrekt udført RF-svejsning.
Svejsning 840D High-Tenacity TPU: En smallere margin for fejl
RF-svejsning fungerer på tværs af en række kompatible termoplaster - PVC, PET, EVA, forskellige PU-belagte stoffer. Til kraftige udendørs applikationer, der kræver vedvarende slidstyrke og strukturel integritet under belastning, er 840-denier højstyrke-TPU benchmark-materialet. Det er også den, der stiller de største krav til proceskalibrering.
Højere denier betyder mere materialemasse ved svejsezonen, hvilket kræver mere elektromagnetisk energi at bringe til smeltetemperatur. Vanskeligheden er, at dette ikke blot betyder, at der skrues op for strømmen. Driftsvinduet – intervallet mellem utilstrækkelig energi (ufuldstændig sammensmeltning, lækagetilbøjelig svejsning) og overdreven energi (materiale, der brænder, kompromitteret vandtæt barriere) – indsnævres, når stofvægten stiger. En strømindstilling, der fungerer rent på 420D TPU, kan producere kolde pletter på 840D på samme cyklustid, mens en indstilling, der er kalibreret til 840D, kan brænde tyndere materialer i det samme produkt.
Håndtering af dette kræver materialespecifik kalibrering. Når 840D TPU kommer ind i en produktionslinje – uanset om det er en ny produktintroduktion eller en ny batch af materiale fra den samme leverandør – skal RF-effekt, pressetryk og cyklustiming valideres mod det specifikke materiale: dets denier, TPU-belægningsvægt og formulering. Disse parametre hører hjemme i en dokumenteret SOP, verificeret ved starten af hver produktionskørsel. En facilitet, der anvender ensartede indstillinger på tværs af alle stofvægte, udfører ikke dette arbejde, uanset hvordan kapaciteten er beskrevet.
Tre procesvariabler, der bestemmer produktionskonsistens
En prototype, der består trykprøvning, fastslår, at den rigtige svejsning er opnåelig. Konsekvent produktion kræver styring af de variable, der bestemmer, om den kan gentages på tværs af volumen.
Præcision af værktøjsværktøj
Svejsematricen - den formede elektrode, der kommer i kontakt med materialet og definerer svejsegeometrien - er bearbejdet af messing eller aluminium til de dimensioner, der kræves af det specifikke sømmønster. Dimensionsnøjagtighed i dette værktøj er ikke et sekundært problem. En ujævn matriceoverflade giver ujævn trykfordeling over svejsezonen, hvilket giver ujævn intern opvarmning: kolde steder, hvor materialet ikke nåede fuld smeltetemperatur, og varme steder, hvor det blev overophedet. Kolde pletter bliver lækagestartpunkter. Hot spots bliver områder med materialeudtynding, der kompromitterer langsigtet sømintegritet.
Matriceslid har samme effekt over produktionsvolumen. Kontaktflader, der var inden for tolerance ved starten af en produktionskampagne, glider gradvist ud af tolerance. Ansvarlige RF-svejseoperationer sporer matricens tilstand og udskifter eller genkalibrerer værktøj, før slid påvirker svejsekvaliteten – ikke efter QC-testning begynder at vise forhøjede fejlrater.
Trykpåføring: To faser, to forskellige funktioner
Pneumatisk tryk i RF-svejsning tjener forskellige funktioner under den aktive svejsefase og den efterfølgende afkølingsfase, og begge dele har betydning.
Under den aktive RF-fase sikrer tryk intim kontakt mellem materialelag ved svejsegrænsefladen, hvilket muliggør molekylær sammenblanding, når TPU'en når fusionstemperaturen. Under afkølingsfasen, efter at RF-energi er fjernet, holder trykket den smeltede zone på plads, mens polymerkæder størkner. Ved at slippe trykket, før svejsezonen er afkølet tilstrækkeligt, tillader det stadig bløde materiale at deformeres - hvilket producerer en svagere binding og dimensionelle uoverensstemmelser ved svejsezonens kanter, der bliver spændingskoncentrationspunkter under brug.
For tidlig trykudløsning er blandt de mest almindelige procesgenveje i højvolumen RF-svejsning, hvor cyklustidstryk skaber operationelt incitament til hurtigt at gå til næste del. De resulterende svejsninger består ofte visuel inspektion og indledende lavtrykstest og viser derefter forhøjede fejlrater under vedvarende belastning og gentagen flex-cykling i marken.
Cyklus Timing
En komplet RF-svejsecyklus kører i tre faser: Prepres (tryk påført før RF-aktivering, så materialet kan sidde korrekt i matricen), aktiv svejsning (RF-energi tændt, molekylær opvarmning og fusion forekommer) og afkøling under tryk (RF off, svejsezonen størkner). Hver fase har en optimal varighed, der er specifik for materialetykkelsen, belægningsvægten og matricegeometrien i brug.
Disse tidspunkter overføres ikke mellem materialer. En cyklus udviklet til en specifik TPU-specifikation vil undersvejse tungere stof og risikere at oversvejse lettere materiale, der bruges andre steder i det samme produkt. Når materialespecifikationer ændres mellem produktionskørsler - forskellig denier, forskellige belægningsvægte, forskellige leverandørbatcher - kræver cyklusparametre revalidering, ikke antagelse om kontinuitet.
1,0 bar hydrostatisk tryktestning: hvad det faktisk bekræfter
Visuel søminspektion identificerer fejl på overfladen: synlige brændemærker, tydelige huller i svejsedækningen, grov dimensionsforvrængning. Den identificerer ikke undersmeltede indvendige zoner, mikrohulrum ved svejsegrænsefladen eller kolde steder, der holder under omgivende forhold, men åbner under belastning. For vandtætte produkter med enhver trykklassificering er visuel inspektion et gulv, ikke et loft.
Den hydrostatiske tryktest på 1,0 bar er valideringsstandarden for seriøse RF-svejsede udendørsprodukter. En bar svarer til det hydrostatiske tryk i en 10 meter lang vandsøjle - væsentligt ud over de nedsænkningsforhold, som de fleste udendørsprodukter vil støde på i markbrug, hvilket er præcis det, der gør det til en meningsfuld produktionskvalifikationstest.

Fremgangsmåden: færdige produkter pustes op til 1,0 bar internt tryk og nedsænkes enten i vand eller holdes under tryk i en defineret periode. Passtilstand er nul mikrobobleemission fra enhver søm, svejsezone eller lukkepunkt. En enkelt boble indikerer en lækagevej, der vil lukke vand under markbrug uanset skala. Der er ingen acceptabel delvis bestået på dette testniveau.
Det, testen bekræfter, går ud over, om en specifik enhed holder tryk i testøjeblikket. Et produkt, der passerer 1,0 bar, har bekræftet fuld molekylær sammensmeltning på tværs af hver svejsezone, korrekt matricekontakt over hele sømgeometrien og tilstrækkelig afkøling før trykudløsning. Konsistente beståelsesrater på tværs af en produktionskørsel er bevis på processtyring - ikke individuelle enhedsvariationer, der tilfældigvis var positive.
Testhyppigheden er lige så konsekvens som testens sværhedsgrad. Test pr. enhed på kritiske sømprodukter giver komplet produktionsdækning og fanger individuelle fejl, før de sendes. Batch-sampling giver statistisk sikkerhed til lavere omkostninger, men tillader individuelle fejl igennem. Den passende protokol afhænger af downstream-omkostningerne ved en enkelt enhedsfejl – for produkter, hvor en lækage genererer et garantikrav og potentiel varemærkeeksponering, er test pr. enhed den rationelle position.
Evaluering af RF-svejsekapacitet: Spørgsmålene, der adskiller procesmodenhed
Forebyggelse af lækage i RF-svejsede vandtætte produkter er et teknisk resultat, ikke et produktionskrav. Procesvariablerne er kendte, kontrolmetoderne er etableret, og testprotokollen, der validerer resultatet, er veldefineret. En producent med ægte kapacitet på dette område vil beskrive deres drift i disse specifikke termer.
Spørgsmålene, der er værd at stille under leverandørevalueringen, er konkrete:
Hvordan dokumenteres RF-strømindstillinger og cyklustider pr. materialespecifikation, og hvad udløser revalidering, når materialebatcher ændres?
Hvordan overvåges matricens tilstand, og ved hvilken tærskel udskiftes værktøj?
Udføres hydrostatisk testning pr. enhed eller ved batchprøvetagning, og ved hvilket tryk?
Kan de levere testregistreringer fra de seneste produktionsserier af sammenlignelige produkter?
Det er ikke vanskelige spørgsmål for en facilitet, der rent faktisk kontrollerer disse variable. Det er meget vanskelige spørgsmål for et anlæg, der kører RF-svejseudstyr uden procesdisciplinen bag. Svarene fortæller dig, hvilken situation du er i.